Find Rotary Valve|Best Rotary Valves|Mukti Enterprises
Rotary Valve|Rotary Valves|Rotary Valve in India by Mukti Enterprises
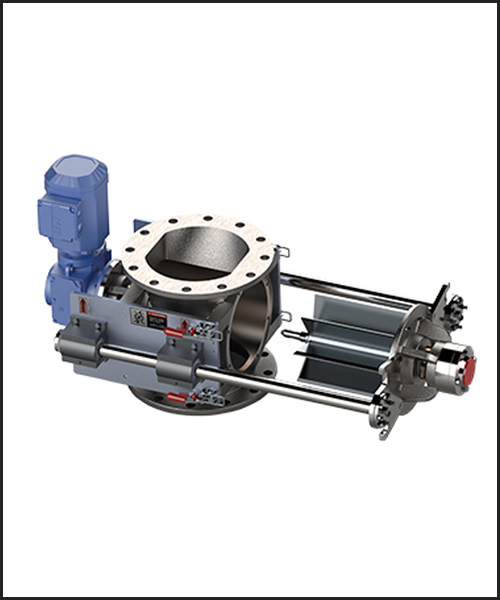
Mukti Enterprises produces high-performance industrial products that require the Rotary Valve from our company as an indispensable element in material handling systems. The Rotary Valves we manufacture in India exhibit remarkable strength and exactness, so they assist in the production of cement and food products along with pharmaceutical sectors and multiple additional applications. The valves enable effective flow management across several applications because they sustain steady fluid movement.
The Rotary Valve Manufacturers in India provide industrial solutions that surpass all necessary industrial needs. The valves successfully operate in hard conditions while maintaining superior performance along with maximum reliability. Each valve we create from our expert engineering team achieves peak efficiency standards, which makes us the top preference among clients needing durable, high-quality rotary valves for industrial operations.
Specifications of Rotary Valve
We have added below a technical sheet of our Rotary Valve that provides more technical information, such as:
| Details | Specification |
|---|---|
| Valve Type | Rotary Valve |
| Material of Construction | Carbon Steel, Stainless Steel, Cast Iron, Aluminum Alloy |
| Size Range | 1" to 24" in diameter |
| Pressure Rating | Standard: Up to 10 bar |
| Speed Range | 5 to 120 RPM |
| Max Capacity | Varies based on size and model |
| Seal Type | Lip Seal, Teflon Seal, V-ring Seal, Piston Seal, Mechanical Seals |
| Connection Type | Flanged, Threaded, Butt-weld, Tri-Clamp, or Custom connection types available |
| Motor Power | Typically 0.25 kW to 15 kW |
Benefits of Rotary Valves
Being one of the very best in the category of Rotary Valve Manufacturers in India, all types of valves are made using advanced technology and hence offer a variety of benefits such as:
- Efficient Flow Control: Rotary valves enable users to achieve precise fluid flow control that maintains steady pressure and flow rates because of their accuracy benefits. By using rotary valves, users can achieve the best system performance with minimal material losses.
- Versatility: These devices operate on a wide spectrum of raw materials, including fluids and grain-based solids, which enables their use across different sectors, such as food manufacturing, along with pharmaceutical and chemical manufacturing facilities.
- Compact Design: Rotary valves possess an efficient design that enables their integration into small spaces to deliver performance without physical constraints. These valves are perfect choices for platforms that need compact installation areas.
- Low Maintenance: Complications during maintenance operations are minimized when using rotary valves because they have fewer moving parts when compared to alternative valve configurations. The maintenance costs and downtime decrease because of this design.
- Durability: High-quality materials used in rotary valve structures create units that endure severe operating environments to deliver extended reliability together with performance stability. Industrial environments do not intimidate the robust construction of rotary valves.
Applications of Rotary Valves
Rotary valves are highly demanded for multiple types of applications and are used for improving performance, such as:
- Bulk Material Handling: The industrial sectors of foods, plastics, and pharmaceuticals implement rotary valves for bulk powder and modular material distribution. Such valves operate within storage silos and regulate material exchanges to facilitate effective system transfers.
- Pneumatic Conveying Systems: The pneumatic conveying operation requires rotary valves to control the necessary air pressure, which ensures pipeline material movement.
- Dust Collection Systems: Dust control settings must employ rotary valves to discharge dust from cyclones and filters because they serve as effective control devices. These devices ensure both pressure regulation and contaminant prevention through their method of dust particle release control.
- Food and Beverage Industry: The production lines for food and beverage widely utilize rotary valves to precisely manage the flow of dry substances ranging from flour to sugar and spices. Items produced with hygienic construction features both satisfy food safety regulations and deliver continuous flow stability.
- Pharmaceutical Manufacturing: Pharmaceutical ventures use rotary valve dependability and accurate operation to meet stringent quality and product consistency requirements in their field.
Mukti Enterprises provides rotary valves that perform superbly in material-handling operations without compromising service quality. These valves resulted from innovation to improve manufacturing efficiency by ensuring longer operational times and fewer process interruptions within different commercial sectors. Operational efficiency maintains an equal balance with material durability in our deliverables. Contact us for more information.