Rotary Airlock Valves in Cement Plants: Improving Dust Control & Efficiency
Rotary airlock valves are a vital element of cement facility, allowing the correct materials to be managed and the dust emissions to be reduced at the same time, as well as increasing the efficiency of the operations. Such we as Mukti Enterprises Pune, India since 2004, are specialized in this type of durable valves that are used in severe conditions of cement plants.
Role of Rotary airlock valves in Cement Plants
Rotary airlock valves control how the fine powders such as cement, raw meal, and clinker in hoppers get into the pneumatic conveying systems or dust collectors. These uphold the pressure differentials to avoid leaking of the air and to achieve constant production with no shutdowns in the system.
These valves are used in cement manufacturing where the abrasive material is exposed to high temperatures, which minimize wear in the equipment at the downstream. These are designed by Mukti Valves with strong housings and with accurate rotors so that these can be effectively installed in silos, cyclones, and bag filters.
Key Benefits of Rotary airlock valves
These Rotary airlock valves have various benefits, as these are in the form of bullet points, and the description of these points is provided below.
- Superior Dust Control: In cement plants, the issue of dust control is important to meet the requirements of environmental laws such as the Central Pollution Control Board in India. As the valve rotates, dust-laden air is trapped in the rotating pockets, and is released into low pressure situations with no back flow to eliminate airborne particulates up to 90 percent in high-volume systems. This reduces the risk of health among the workers as well as monetary fines.
- Improved Operational Efficiency: Rotary airlocks have the effect of cutting the power used by fans in dust collection systems by 15-20 by reducing the pressure drops. These do automatic hopper discharging so there are no manual interventions and clogs that are able to stop the production lines. This translates to an increase in throughput and reduction in downtime in cement plants.
- Stability in Rough Conditions: The cement operations consist of up to 400degC temperatures and extremely abrasive clinker, which also wear out poor quality valves very quickly. Our valves are casted to high quality and can be tailored to suit different finishes that can last 5-7 years without much maintenance. This saves on replacement costs.
- Variable Designs: The cement plants work with different materials such as fly ash, gypsum; fixed valves have an issue with inconsistency. Speed controls (through VFDs) can be adjusted to real-time requirements, which is appropriate to the production requirements and prevents over-feeding. We provide custom designs, such as drop-through or side-entry designs.
- Low Maintenance and Reliability: Designs such as adjustable clearances and superior sealing allow no leakage or accumulation. Simple lubrication and rotor inspections are both part of the routine checks and reduce maintenance time by half of slide gates. This dependability enhances 24-hours in cement plants.
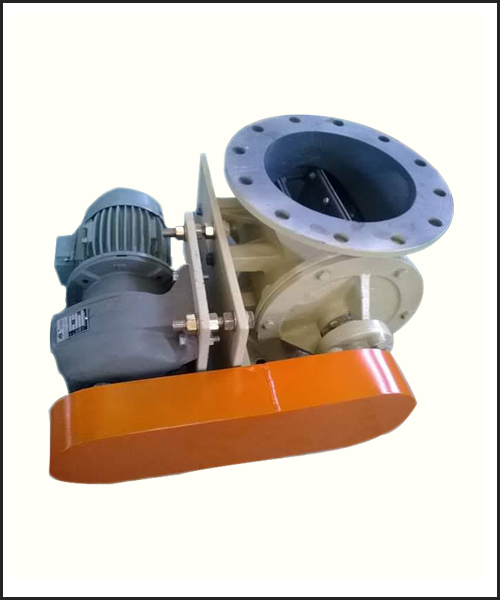
How Rotary airlock valves Works in Cement Plant?
- Rotary airlock valve is designed with a multi-lobe rotor which moves in a slow rotation (10-30 RPM).
- Material is introduced in the rotor pockets by a hopper, rotated 270 degrees, and discharged to the next chamber, separating pressure chambers.
- It is a metering that works with 1-1000 tons/hour, which is size dependant (150mm-800mm diameter).
- These are also combined with baghouses in cement plants, the dust of the kiln being captured and carried pneumatically without any discharge into clean air.
Applications in Cement Production
- Handling of raw materials: Feeding of limestone and clay into mills.
- Kiln Feed Systems: Feeding of raw meal to preheaters.
- Dust Collection: Removal of bag filters and ESPs fines.
- Clinker Cooling: This is the transfer of hot clinker to silos.
- Finish Grinding: Adding cement to packing lines.
These applications guarantee dust tight transfers which are important in plants handling million tons a year.
Mukti has been selected as Airlock Valves in Cement Plants.
Our Valves has a good presence in the competitive environment in India. We keep updating is a good point in comparison of key players in terms of features, strengths and limitations
Rotary airlock valves are cement-specific in terms of durability and local support with 20-30% faster turnaround than other importers of cement such as ACS. Such have similar features but are behind in abrasive material handling.
Mukti has an advantage in the customized solutions to the Indian cement giants, and it has been proved suitable in high-abrasion conditions. The correct maintenance will guarantee 95 percent uptime. We offer direct services.
Maintenance Best Practices
- Checks Daily: Vibration and abnormal noise.
- The formation of rotor binding is prevented by early detection.
- Weekly Lubrication: grease bearings according to OEM.
- Quarterly Tests: Test clearances (0.5-1mm tip-to-housing).
- compensate to counter wear without leakage.
Future Trends
As the cement capacity of India reaches 600 MTPA, the need to have efficient valves increases. IoT-based predictive maintenance monitoring and environmentally-friendly finishes are trends to reduce even more emissions. Our Valves is getting smart variants.
Rotary airlock valves in cement plants supplied by Mukti Enterprises such offering for can transform the activity of cement plants by reducing dust and increasing productivity. Quality investment guarantees adherence, safety and profitability. We are seeing sustainable future and developing day by day.
RECENT BLOGS


