

Rotary Airlock Valve for Cement Industry by Mukti Enterprises
In modern cement manufacturing, efficient material handling plays a vital role in maintaining productivity, process stability, and operational safety. One of the most essential components used in bulk material handling systems is the Rotary Airlock Valve. At Mukti Enterprises, we specialize in providing robust and high-performance Rotary Airlock Valves designed specifically for demanding industrial environments such as cement plants.
Cement production involves handling large volumes of fine powders, clinker dust, fly ash, and raw materials. These materials must move through different stages of the process while maintaining proper pressure balance and preventing air leakage. Rotary Airlock Valves ensure smooth transfer of materials between different equipment such as silos, cyclones, conveyors, and dust collectors while maintaining system efficiency.
This blog explores how Rotary Airlock Valves are used in the cement industry, their applications, advantages, technological advancements, and their future role in industrial operations.
Understanding Rotary Airlock Valves
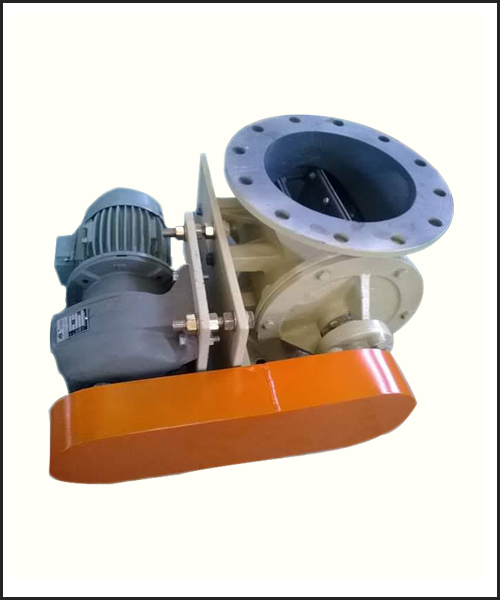
A Rotary Airlock Valve, also known as a rotary feeder or rotary valve, is a mechanical device used in bulk material handling systems. It allows controlled discharge of powders and granules from hoppers, bins, or cyclones into pneumatic conveying systems while maintaining an airtight seal between pressure zones.
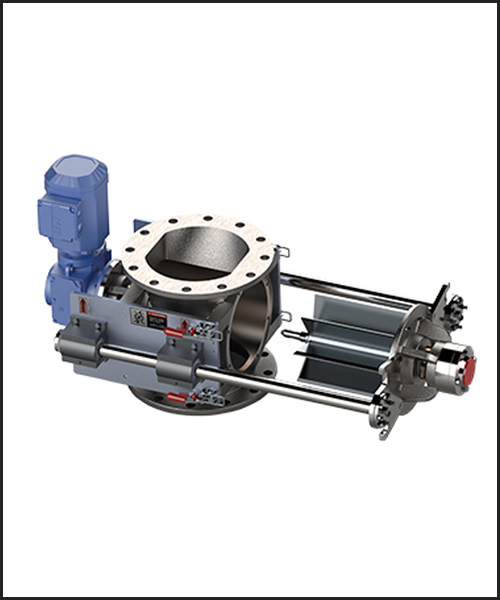
The valve consists of a rotor with multiple vanes rotating inside a housing. As the rotor turns, pockets between the vanes carry material from the inlet to the outlet while preventing air from flowing backward in the system.
In cement plants, these valves are commonly used to regulate the flow of cement, limestone, clinker dust, and fly ash while preventing unwanted air leakage that can disturb the conveying process.
Role of Rotary Airlock Valves in Cement Manufacturing
Cement manufacturing requires a continuous and controlled flow of materials. Rotary Airlock Valves play a critical role in ensuring this consistency across multiple stages of production.
At Mukti Enterprises, our Rotary Airlock Valves are designed to operate in high-temperature, abrasive, and dusty environments commonly found in cement plants. These valves ensure smooth material discharge while maintaining pressure stability within pneumatic conveying systems.
Primary Functions of Rotary Airlock Valves
- Controlled material feeding
- Maintaining pressure differentials
- Preventing air leakage
- Supporting dust collection systems
- Ensuring continuous production flow
Applications of Rotary Airlock Valves in the Cement Industry
Rotary Airlock Valves are used at several key points in cement manufacturing processes. Their versatility makes them an indispensable component in material handling systems.
- Silo Discharge SystemsRotary valves are commonly installed beneath cement silos or storage bins to regulate the discharge of bulk materials into conveyors or processing equipment. This allows precise material feeding while preventing uncontrolled flow.
- Pneumatic Conveying SystemsCement plants rely heavily on pneumatic conveying for transporting powdered materials. Rotary Airlock Valves feed materials from hoppers or silos into pneumatic lines while maintaining the pressure balance required for efficient conveying.
- Dust Collection SystemsCement manufacturing generates significant dust during grinding, crushing, and handling processes. Rotary valves are installed beneath bag filters and cyclone separators to discharge collected dust without releasing air pressure from the system.
- Raw Material FeedingDuring the production of cement, raw materials like limestone, gypsum, and clinker are processed and transported in powdered form. Rotary Airlock Valves ensure controlled feeding of these materials into grinding mills and mixers.
- Clinker and Fly Ash HandlingCement plants frequently handle abrasive materials such as fly ash and clinker dust. Rotary valves provide reliable handling of these materials without clogging or excessive wear.
Benefits of Rotary Airlock Valves in Cement Plants
Rotary Airlock Valves offer several operational advantages that make them ideal for the cement industry.
- Efficient Material Flow ControlThe rotary mechanism allows precise and continuous material feeding. This ensures uniform flow rates and prevents process interruptions.
- Prevention of Air LeakageMaintaining pressure balance in pneumatic conveying systems is critical. Rotary valves create an air seal that minimizes air loss between equipment operating at different pressures.
- Improved Dust ControlDust management is essential in cement plants for both safety and environmental compliance. Rotary valves help discharge collected dust without allowing contaminants to escape.
- High Durability in Harsh EnvironmentsCement plants involve abrasive materials and extreme conditions. Rotary valves are typically constructed from durable materials like cast iron, carbon steel, or stainless steel to withstand these environments.
- Reduced Maintenance RequirementsModern rotary airlock designs use precision-machined rotors and improved sealing mechanisms that reduce wear and extend service life.
- Enhanced Plant EfficiencyBy maintaining continuous flow and pressure stability, rotary valves contribute to higher production efficiency and reduced downtime.
Technological Advancements in Rotary Airlock Valves
With the evolution of cement manufacturing technologies, Rotary Airlock Valves have also undergone significant improvements.
- Advanced Wear-Resistant MaterialsModern rotary valves are manufactured using abrasion-resistant alloys, hardened steel, and ceramic coatings to handle highly abrasive cement particles.
- Precision Machining and Rotor DesignAdvanced machining technologies ensure minimal clearance between rotor blades and housing, improving sealing efficiency and reducing air leakage.
- Variable Speed DrivesSome rotary valves are equipped with variable speed motors or frequency drives that allow operators to adjust material flow rates depending on production requirements.
- Improved Bearing and Seal SystemsOutboard bearings and improved shaft seals enhance reliability and prevent contamination or dust ingress in heavy-duty applications.
- Smart Monitoring SystemsModern industrial plants are adopting sensors and monitoring technologies that track valve performance, detect wear, and enable predictive maintenance.
At Mukti Enterprises, we incorporate these advancements to deliver high-performance rotary valves tailored to the operational needs of cement manufacturers.
Why Cement Plants Choose Mukti Enterprises
Mukti Enterprises has established itself as a reliable partner for industrial equipment solutions. Our Rotary Airlock Valves are engineered to meet the demanding conditions of cement plants.
Key features of our solutions include:
- Heavy-duty construction for abrasive materials
- Precision-engineered rotor assemblies
- Custom sizes and configurations
- Low maintenance design
- Long operational life
- Compatibility with pneumatic conveying systems
Our engineering team works closely with clients to understand their process requirements and provide customized solutions that improve plant efficiency and productivity.
The Future of Rotary Airlock Valves in the Cement Industry
The cement industry is evolving rapidly with increasing focus on automation, energy efficiency, and sustainability. Rotary Airlock Valves will continue to play a crucial role in these developments.
- Integration with Smart ManufacturingFuture rotary valves will integrate with plant monitoring systems and Industrial IoT platforms to provide real-time performance data.
- Energy-Efficient DesignsImproved sealing technologies and optimized rotor designs will reduce energy consumption in pneumatic conveying systems.
- Enhanced Wear ProtectionAdvanced coatings and materials will increase equipment lifespan even in extremely abrasive cement environments.
- Sustainable ManufacturingEfficient dust handling and material recovery will help cement plants reduce environmental impact and comply with stricter emission regulations.
- Automation-Ready EquipmentRotary valves will increasingly be designed to work seamlessly with automated production lines and smart plant control systems.
Conclusion
Rotary Airlock Valves are an indispensable part of cement manufacturing operations. They ensure controlled material flow, maintain system pressure balance, support dust collection systems, and improve overall plant efficiency.
With decades of engineering expertise, Mukti Enterprises delivers reliable and high-performance Rotary Airlock Valve solutions designed specifically for the demanding needs of cement plants. By combining robust construction, advanced technology, and customized engineering, we help cement manufacturers achieve smooth operations, reduced downtime, and long-term reliability.
As cement production continues to modernize, Rotary Airlock Valves will remain a critical component in ensuring efficient, safe, and sustainable industrial processes. Mukti Enterprises is committed to supporting this evolution with innovative solutions that meet the future needs of the cement industry.




Get Best Quote From Mukti Enterprises
Rotary Airlock Valve
- Reduced air leakage
- Heavy duty metal construction
- Easy installation and replacements.
- Minimizes air losses


