

Rotary Airlock Valve for Dust Collection System by Mukti Enterprises
Industrial environments such as cement plants, food processing units, chemical industries, and metal processing facilities generate large volumes of dust during production. Managing this dust effectively is essential not only for maintaining air quality but also for ensuring operational safety and equipment efficiency. One of the most critical components in modern dust collection systems is the Rotary Valve, often referred to as a Rotary Airlock Valve.
At Mukti Enterprises, we specialize in manufacturing high-performance rotary valves designed specifically for dust collection systems. Our solutions are engineered to deliver consistent material discharge, maintain pressure balance, and support uninterrupted industrial operations.
Understanding Rotary Valves in Dust Collection Systems
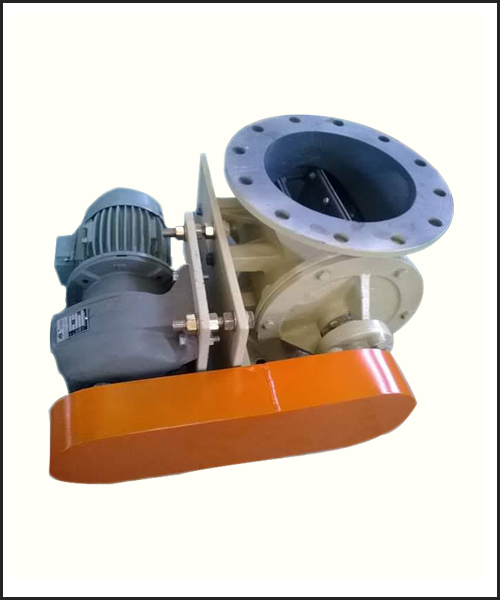
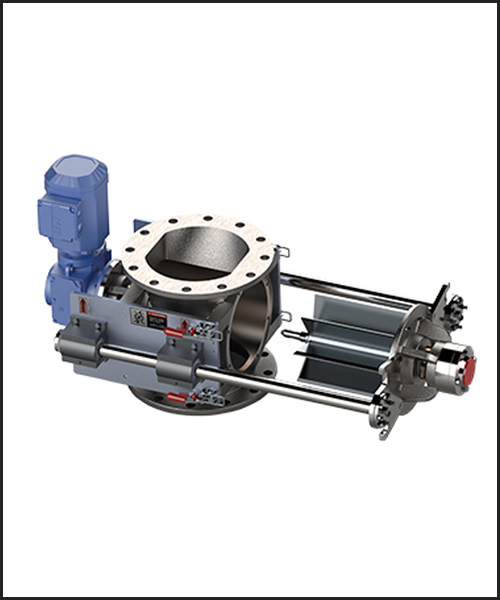
A rotary valve is a mechanical device used to control the flow of bulk materials or dust particles between different parts of a system while maintaining an airtight seal. It typically consists of a cylindrical housing with a rotating rotor containing multiple vanes or pockets. As the rotor rotates, material enters from the inlet and is discharged through the outlet without allowing air leakage between the two chambers.
In dust collection systems, the valve is usually installed below a hopper or baghouse where collected dust accumulates. The rotary mechanism continuously transfers this dust into containers, conveyors, or disposal systems while maintaining the pressure difference inside the dust collector.
At Mukti Enterprises, our rotary valves are designed with precision-machined components and durable materials to ensure long service life, minimal air leakage, and reliable operation even in demanding industrial conditions.
How Rotary Valves Improve Dust Collection Systems?
Rotary valves play a vital role in ensuring the overall efficiency of dust collection systems. Their operation supports multiple critical functions in industrial processes.
- Controlled Dust DischargeDust collected in a hopper needs to be discharged in a controlled and continuous manner. Rotary valves regulate the flow rate so that dust is removed steadily without clogging or system disruption.
- Pressure MaintenanceDust collectors rely on maintaining a specific pressure difference to function effectively. Rotary valves preserve this pressure balance by preventing unwanted air leakage between the collector and the discharge area.
- Prevention of Dust Re-entrainmentWithout proper sealing, collected dust can be reintroduced into the air stream. Rotary valves isolate the discharge point and minimize turbulence, ensuring dust particles remain contained.
- Continuous System OperationBy automatically transferring dust to disposal units, rotary valves allow dust collectors to run continuously without frequent manual cleaning or shutdown.
- Safety EnhancementDust accumulation can create hazardous conditions, especially in industries dealing with combustible particles. Rotary airlock valves help prevent dust explosions by limiting the spread of dust and gases between chambers.
Key Features of Mukti Enterprises Rotary Valves
Mukti Enterprises focuses on delivering durable and efficient rotary valve solutions that meet modern industrial requirements. Our systems incorporate several advanced features:
- Heavy-duty construction using cast iron, mild steel, or stainless steel
- Precision rotor design for accurate material metering
- Leak-proof sealing systems to maintain system pressure
- Low maintenance design with accessible components
- Custom sizes and configurations based on application requirements
- High temperature and abrasion resistance
These features ensure that our rotary valves operate reliably even in challenging industrial environments where dust loads are high and operational uptime is critical.
Major Applications of Rotary Valves
Rotary valves are used across a wide range of industries where dust collection or bulk material handling is required. Mukti Enterprises supplies solutions for several industrial sectors.
- Cement and ConstructionCement plants generate large amounts of dust during grinding, crushing, and material handling. Rotary valves ensure proper discharge from bag filters and cyclone collectors.
- Food ProcessingIn food production facilities, rotary valves help handle powdered ingredients like flour, sugar, and spices while maintaining hygiene and preventing contamination.
- Pharmaceutical IndustryPharmaceutical manufacturing requires precise handling of fine powders. Rotary valves provide controlled discharge while maintaining contamination-free environments.
- Woodworking and Furniture ManufacturingSawdust and wood particles are continuously generated during cutting and shaping processes. Rotary valves help transfer these particles safely to storage containers.
- Chemical and Fertilizer PlantsChemical industries often deal with powdered raw materials and finished products. Rotary valves help maintain safe and efficient material transfer in dust collection systems.
- Metal Processing and FoundriesGrinding and polishing processes produce metallic dust that must be safely collected and disposed of.
Benefits of Rotary Valves in Industrial Dust Collection
The integration of rotary valves in dust collection systems offers several operational and economic benefits.
- Improved Air QualityRotary valves ensure efficient removal of dust particles, helping maintain clean and safe working environments.
- Increased System EfficiencyBy maintaining proper airflow and pressure balance, rotary valves improve the overall efficiency of dust collectors.
- Reduced Maintenance CostsContinuous dust discharge reduces system blockages and minimizes maintenance downtime.
- Energy SavingsEfficient pressure control reduces the workload on system fans and motors, leading to lower energy consumption.
- Enhanced Worker SafetyControlling dust accumulation reduces exposure risks and prevents potential fire or explosion hazards.
Advancements in Rotary Valve Technology
The rotary valve industry has seen significant technological advancements in recent years. Manufacturers like Mukti Enterprises continuously adopt modern engineering practices to enhance product performance.
- Advanced MaterialsModern rotary valves use corrosion-resistant metals and specialized coatings to withstand abrasive materials and high temperatures.
- Precision MachiningComputer-controlled machining ensures better rotor alignment, reduced air leakage, and smoother operation.
- Smart Monitoring SystemsSome advanced systems integrate sensors to monitor valve speed, temperature, and wear conditions, allowing predictive maintenance.
- Energy-Efficient DrivesModern gear motors and drive mechanisms help optimize rotational speed and energy consumption.
- Custom EngineeringIndustries now require application-specific rotary valves tailored to unique material handling requirements, leading to highly customizable solutions.
Future of Rotary Valves in the Industry
As industrial processes become more automated and environmentally regulated, the demand for efficient dust control technologies continues to grow. Rotary valves will play a significant role in shaping the future of industrial dust collection systems.
- Integration with Automated SystemsFuture rotary valves will increasingly integrate with automated control systems, enabling remote monitoring and real-time performance optimization.
- Sustainable ManufacturingManufacturers are focusing on energy-efficient designs and recyclable materials to support sustainable industrial practices.
- Increased Use in Smart FactoriesWith the rise of Industry 4.0, rotary valves will become part of intelligent material handling systems that communicate with other plant equipment.
- Enhanced Safety StandardsStricter safety regulations for combustible dust handling will further increase the adoption of high-performance rotary airlock valves.
Why Choose Mukti Enterprises?
Mukti Enterprises has established itself as a trusted provider of rotary valves for dust collection systems across multiple industries. Our approach focuses on quality engineering, customization, and long-term reliability.
We combine industry expertise, advanced manufacturing techniques, and strict quality standards to deliver rotary valves that perform consistently even in demanding industrial environments. From design and fabrication to installation and support, Mukti Enterprises ensures that each solution meets the specific needs of modern industrial facilities.
Conclusion
Rotary valves are indispensable components in modern dust collection systems, ensuring efficient dust discharge, maintaining pressure balance, and improving overall system performance. As industries continue to expand and environmental regulations become stricter, the importance of reliable dust control equipment will only increase.
With innovative engineering and a commitment to quality, Mukti Enterprises continues to deliver advanced rotary valve solutions that support cleaner, safer, and more efficient industrial operations.




Get Best Quote From Mukti Enterprises
Rotary Airlock Valve
- Reduced air leakage
- Heavy duty metal construction
- Easy installation and replacements.
- Minimizes air losses


