

Rotary Airlock Valve for Dust Collector by Mukti Enterprises
In modern industrial environments, maintaining clean air and controlling dust emissions is a major operational priority. Industries such as cement, pharmaceuticals, food processing, metal processing, and woodworking generate large volumes of airborne particles during manufacturing processes. To maintain safe working conditions and efficient production, dust collection systems are widely used. One of the most critical components of these systems is the Rotary Airlock Valve.
At Mukti Enterprises, we specialize in manufacturing and supplying precision-engineered Rotary Airlock Valves for Dust Collectors designed to ensure continuous dust discharge, reliable air sealing, and efficient system performance. Built with robust construction and advanced engineering techniques, our rotary airlock valves help industries maintain operational efficiency while ensuring environmental compliance.
Understanding Rotary Airlock Valve for Dust Collectors
A Rotary Airlock Valve is a mechanical device installed at the discharge point of dust collectors, bag filters, cyclones, or hoppers. Its primary function is to allow collected dust and particulate matter to exit the system while maintaining an airtight seal within the dust collector.
Dust collection systems typically operate under negative pressure. If dust is released without proper sealing, air leakage can disrupt the system’s performance and allow dust to re-enter the airflow. The rotary airlock valve solves this problem by enabling controlled material discharge without disturbing the internal pressure of the system.
At Mukti Enterprises, our valves are designed to deliver:
- Continuous dust discharge
- Efficient air sealing
- Minimal maintenance requirements
- Long operational life
This makes them an essential component in modern dust management systems.
Working Principle of Rotary Airlock Valve
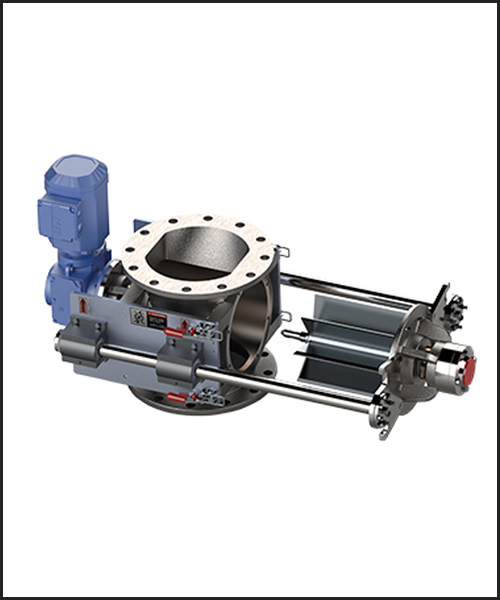
The rotary airlock valve operates through a rotating rotor with multiple vanes housed inside a cylindrical body. As the rotor rotates, pockets formed between the vanes capture dust from the hopper above and transport it to the discharge outlet below.
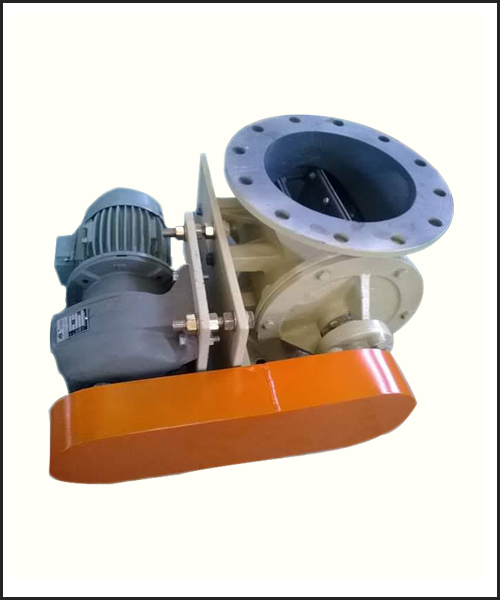
Key components of a typical rotary airlock valve include:
- Housing Body – Provides the structure and inlet/outlet ports
- Rotor with Vanes – Creates pockets to carry material through the valve
- Drive Motor and Gearbox – Controls the rotation speed of the rotor
- Seals and Bearings – Ensure airtight performance and smooth operation
Because the clearance between the rotor and housing is very small, air leakage is minimized while dust is discharged smoothly.
Key Features of Rotary Airlock Valves from Mukti Enterprises
Mukti Enterprises focuses on engineering valves that deliver reliability, efficiency, and durability for industrial dust control systems.
- Robust ConstructionOur rotary airlock valves are manufactured using materials such as cast iron, mild steel, and stainless steel to ensure structural strength and long service life.
- Precision MachiningThe rotor and housing are machined with high accuracy to maintain tight tolerances and effective air sealing.
- Continuous OperationThe valve allows dust to discharge continuously without interrupting the dust collector’s airflow.
- Low Maintenance DesignSealed bearings and durable components reduce maintenance frequency and operational downtime.
- Customizable ConfigurationsDepending on industrial requirements, valves can be designed in various sizes, materials, and rotor configurations.
Applications of Rotary Airlock Valves in Dust Collection
Rotary airlock valves are used across a wide range of industries where dust control and material handling are essential.
- Cement and Construction IndustryUsed for handling cement dust, fly ash, and other powdered materials while preventing dust emissions.
- Food Processing IndustryEnsures hygienic handling of powdered ingredients such as flour, sugar, and spices.
- Pharmaceutical IndustryMaintains contamination-free handling of fine powders and chemical substances.
- Woodworking and Furniture ManufacturingControls sawdust and wood particles generated during cutting and sanding processes.
- Chemical and Fertilizer PlantsEnsures safe transfer of powders and granular materials during production processes.
- Metal and Mining IndustryManages dust from grinding, crushing, and mineral processing operations.
These industries rely on rotary airlock valves to ensure safe and efficient dust removal.
Benefits of Using Rotary Airlock Valves in Dust Collectors
- Improved System EfficiencyRotary airlock valves maintain the pressure balance within dust collectors, which helps improve the overall performance of the filtration system.
- Continuous Dust DischargeThey provide a steady and controlled flow of dust, preventing hopper blockages and operational interruptions.
- Enhanced Workplace SafetyDust collectors equipped with rotary airlocks reduce airborne particles and improve air quality for workers.
- Energy SavingsBy maintaining proper system pressure, the dust collector fan operates more efficiently and consumes less energy.
- Prevention of Dust Re-entrainmentThe valve prevents collected dust from being stirred back into the airflow, ensuring effective dust capture.
- Explosion PreventionIn industries handling combustible dust, rotary airlock valves act as barriers that help limit the spread of explosions within dust collection systems.
Technological Advancements in Rotary Airlock Valves
The rotary airlock valve industry has evolved significantly due to modern engineering innovations. At Mukti Enterprises, we integrate the latest advancements to improve performance and durability.
- Advanced Rotor DesignsModern rotor designs with flexible or beveled tips enhance sealing performance and reduce wear.
- Smart Monitoring SystemsSensors and motion switches can be installed to monitor rotor speed and detect operational issues before failures occur.
- Improved MaterialsHigh-strength alloys and abrasion-resistant coatings increase the lifespan of valves operating in abrasive environments.
- Compact and Energy-Efficient ModelsNew designs focus on reduced energy consumption while maintaining high dust handling capacity.
These advancements allow industries to achieve greater efficiency and reliability in dust collection systems.
Why Choose Mukti Enterprises?
Mukti Enterprises has built a reputation for delivering reliable industrial solutions tailored to specific operational needs.
- Precision-engineered products
- Custom manufacturing capabilities
- Quality materials and advanced fabrication
- Reliable performance in demanding industrial environments
- Dedicated customer support and technical guidance
Our Rotary Airlock Valves are designed to deliver dependable performance in both standard and heavy-duty dust collection systems.
The Future of Rotary Airlock Valves in the Industry
With increasing environmental regulations and the global focus on cleaner industrial operations, the demand for efficient dust control systems is rising rapidly. Rotary airlock valves will continue to play a crucial role in this transformation.
- Integration with Smart ManufacturingFuture valves will be integrated with IoT sensors and automation systems for real-time monitoring and predictive maintenance.
- Energy-Efficient DesignsManufacturers are focusing on designs that minimize energy consumption and improve operational efficiency.
- Enhanced Safety StandardsWith stricter safety regulations regarding combustible dust, advanced airlock technologies will be widely adopted.
- Sustainable Industrial PracticesIndustries are moving toward eco-friendly production processes, making efficient dust collection systems more important than ever.
Mukti Enterprises is committed to adopting innovative engineering practices to deliver next-generation rotary airlock valves that support sustainable industrial growth.
Conclusion
Rotary Airlock Valves are essential components in modern dust collection systems, ensuring continuous dust discharge while maintaining airtight conditions. Their ability to improve efficiency, enhance safety, and maintain environmental compliance makes them indispensable in many industries.
At Mukti Enterprises, we combine engineering expertise with advanced manufacturing to provide high-performance Rotary Airlock Valves that meet the demanding needs of modern industrial applications. With durable construction, reliable performance, and future-ready designs, our solutions help industries maintain cleaner, safer, and more efficient operations.




Get Best Quote From Mukti Enterprises
Rotary Airlock Valve
- Reduced air leakage
- Heavy duty metal construction
- Easy installation and replacements.
- Minimizes air losses


