


Rotary Airlock Valve for Food Industry by Mukti Enterprises
In the modern food processing industry, maintaining hygiene, efficiency, and consistent material handling is essential for delivering high-quality products. From flour mills and sugar processing units to spice manufacturing and dairy plants, handling bulk food ingredients in a controlled and contamination-free environment is a major operational challenge. One of the most reliable solutions that support this requirement is the Rotary Airlock Valve.
At Mukti Enterprises, we specialize in manufacturing and supplying high-performance Rotary Airlock Valves designed specifically for food processing environments. Our solutions are engineered with precision and built using food-grade materials to ensure safe, efficient, and hygienic handling of bulk food ingredients. Through advanced manufacturing techniques and a deep understanding of industrial processes, Mukti Enterprises provides dependable rotary valve systems that support seamless production operations.
Understanding Rotary Airlock Valves in Food Processing
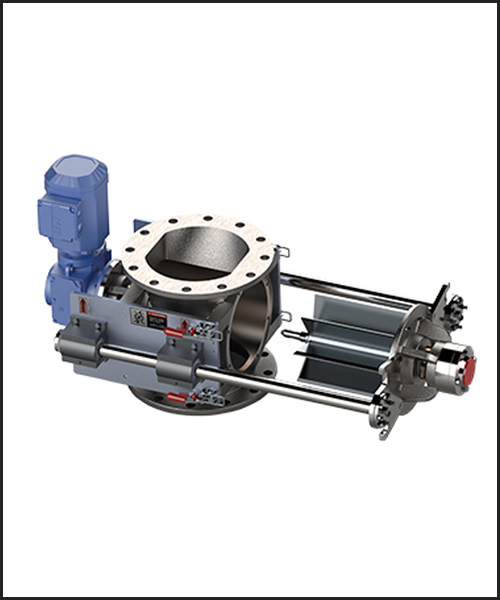
A Rotary Airlock Valve, also known as a rotary feeder, is a mechanical device used to regulate the flow of bulk materials while maintaining a pressure difference between two sections of a processing system. It typically consists of a rotor with multiple vanes that rotate within a housing, allowing materials to pass through pockets while preventing air leakage.
In food processing facilities, these valves play a crucial role in transferring powders, granules, and grains from storage hoppers, silos, or cyclones into pneumatic conveying systems or production equipment. The design ensures a controlled discharge of materials while maintaining airtight conditions, which helps preserve product quality and system efficiency.
At Mukti Enterprises, our rotary airlock valves are designed with smooth surfaces, high-grade stainless steel components, and precision clearances to meet the strict sanitation standards required in food manufacturing plants.
How Rotary Airlock Valves Support Food Processing Operations?
Food processing industries require equipment that can handle delicate ingredients without contamination or product loss. Rotary Airlock Valves provide several operational advantages that help streamline production.
- Controlled Ingredient FeedingRotary valves enable accurate feeding of ingredients such as flour, sugar, grains, spices, or powdered additives into mixers, conveyors, or packaging machines. This precise material metering ensures consistency in production batches.
- Airtight Material TransferThese valves maintain an airtight seal between high-pressure and low-pressure zones in pneumatic conveying systems, preventing air leakage and ensuring efficient transport of materials.
- Hygienic HandlingFood-grade rotary valves are designed with stainless steel contact surfaces and smooth finishes to reduce contamination risks and meet food safety standards.
- Continuous Production FlowRotary airlock valves allow continuous discharge of materials from storage units without interrupting production lines, improving overall plant productivity.
- Dust ControlIn facilities that process powdered ingredients, rotary valves help minimize dust emission and maintain a cleaner processing environment.
Applications of Rotary Airlock Valves in Food Processing
Rotary Airlock Valves from Mukti Enterprises are widely used across different segments of the food industry. Their ability to handle dry bulk ingredients efficiently makes them essential in many processes.
- Flour and Grain ProcessingUsed for feeding wheat, corn, rice, and flour into milling and pneumatic conveying systems.
- Sugar and Sweetener ProductionHandles powdered sugar and crystalline sweeteners with controlled flow and minimal product loss.
- Spice and Seasoning ManufacturingEnsures hygienic transfer of powdered spices and seasoning blends without contamination.
- Dairy Powder HandlingUsed for milk powder, whey powder, and other dairy ingredients that require controlled transfer and protection from moisture or air exposure.
- Coffee and Cocoa ProcessingSupports the transfer of coffee powder, cocoa powder, and similar ingredients through processing and packaging systems.
- Food Packaging LinesFeeds ingredients into automated packaging equipment for consistent and accurate product filling.
Because of their versatile design, rotary valves can handle a wide range of materials including flour, coffee, grains, and powdered food ingredients in bulk handling systems.
Key Benefits of Rotary Airlock Valves from Mukti Enterprises
At Mukti Enterprises, we design our rotary airlock valves with a strong focus on performance, durability, and operational efficiency. Our systems offer several benefits for food processing companies.
- Improved Process EfficiencyBy maintaining controlled material flow and reducing air leakage, rotary valves improve the efficiency of pneumatic conveying systems.
- Enhanced Product SafetyFood-grade materials and sanitary designs ensure that food ingredients remain uncontaminated during processing.
- Reduced Maintenance RequirementsAdvanced rotor designs and precision engineering minimize wear and tear, resulting in longer service life and reduced maintenance costs.
- Energy EfficiencyAirlock valves reduce pressure losses in conveying systems, helping plants save energy during material transfer operations.
- Consistent Material FlowRotary valves act as volumetric feeders that deliver materials at a controlled rate, ensuring consistent product quality.
Technological Advancements in Rotary Airlock Valves
The food processing industry continues to evolve with automation and smarter manufacturing technologies. Rotary Airlock Valves are also advancing to meet these changing demands.
- Quick-Clean DesignsModern valves are designed for easy cleaning and maintenance, allowing faster sanitation between production cycles.
- Food-Grade Stainless Steel ConstructionHigh-quality stainless steel materials provide corrosion resistance and meet food safety compliance requirements.
- Precision Rotor EngineeringImproved rotor clearances enhance material flow efficiency while minimizing air leakage.
- Automated MonitoringAdvanced rotary valve systems can integrate with automated control systems for real-time monitoring of production lines.
- Improved Sealing TechnologyEnhanced sealing mechanisms help maintain pressure integrity and reduce product loss during transfer.
These advancements allow rotary valves to achieve extremely high efficiency in powder transfer systems while maintaining strict hygiene standards in food manufacturing environments.
The Future of Rotary Airlock Valves in the Food Industry
As food processing plants become increasingly automated and production volumes continue to grow, the demand for reliable material handling equipment is expected to rise significantly. Rotary Airlock Valves will play a major role in supporting this transformation.
Future developments in this technology are likely to include:
- Smart monitoring systems with sensors for predictive maintenance.
- Advanced hygienic designs for stricter food safety regulations.
- Energy-efficient rotor technologies to reduce operational costs.
- Automation integration with Industry 4.0 production systems.
- Custom-designed valves for specialized food processing applications.
With the growth of packaged foods, ready-to-eat products, and large-scale food production facilities, efficient bulk material handling solutions like rotary airlock valves will remain an essential part of the industry.
Mukti Enterprises – Delivering Reliable Rotary Airlock Valve Solutions
At Mukti Enterprises, we combine engineering expertise with modern manufacturing capabilities to deliver high-performance Rotary Airlock Valves tailored for the food processing sector. Our focus on quality materials, hygienic design, and operational reliability ensures that food manufacturers can achieve consistent production with minimal downtime.
By continuously improving our technology and adapting to the evolving needs of the industry, Mukti Enterprises remains committed to providing innovative and dependable solutions for food processing operations worldwide.


Get Best Quote From Mukti Enterprises

Rotary Airlock Valve
- Reduced air leakage
- Heavy duty metal construction
- Easy installation and replacements.
- Minimizes air losses


