

Rotary Airlock Valve for Chemicals by Mukti Enterprises
Rotary Airlock Valve for Chemicals – Precision Flow Control by Mukti Enterprises
In modern chemical processing industries, material handling systems must operate with high accuracy, safety, and efficiency. From fine powders to granular chemicals, the movement of materials between different process stages must be controlled without contamination, leakage, or pressure loss. This is where Rotary Airlock Valves play a crucial role.
At Mukti Enterprises, we specialize in delivering high-performance Rotary Airlock Valves designed specifically for demanding chemical industry applications. Our valves are engineered with precision components, robust materials, and advanced manufacturing techniques to ensure smooth material transfer, airtight sealing, and long operational life. Whether it is a pneumatic conveying system, dust collection system, or silo discharge unit, our valves ensure reliable performance under challenging industrial conditions.
Understanding Rotary Airlock Valves in Chemical Processing
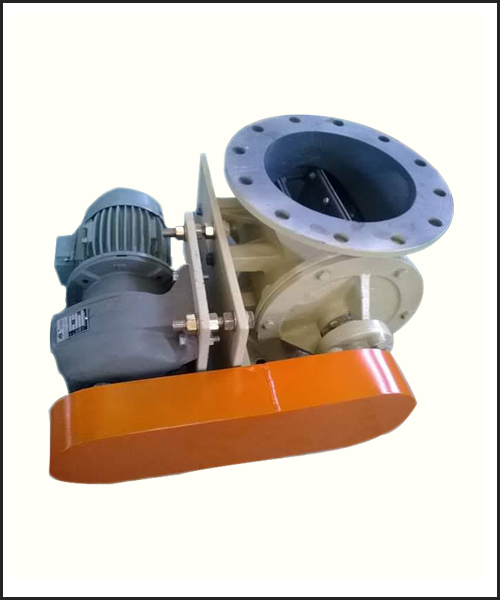
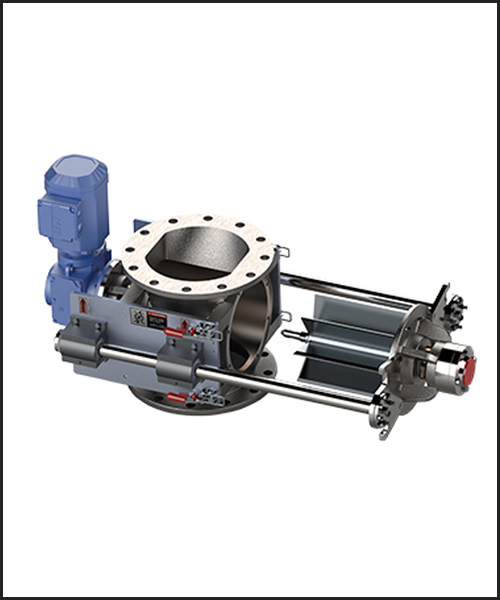
A Rotary Airlock Valve is a mechanical device used to control the flow of powders, granules, or bulk solids between two different pressure environments while maintaining an airtight seal. It typically consists of a rotor with multiple vanes rotating inside a housing. As the rotor turns, material enters through the inlet, is trapped between the rotor pockets, and is discharged through the outlet while maintaining pressure integrity in the system.
In chemical plants, this controlled discharge is essential for maintaining process efficiency, preventing contamination, and ensuring safe handling of potentially hazardous materials.
At Mukti Enterprises, our rotary airlock valves are manufactured using corrosion-resistant materials such as stainless steel, cast iron, or special alloys to handle aggressive chemicals and abrasive powders effectively.
Key Features of Rotary Airlock Valves by Mukti Enterprises
Our rotary airlock valves are designed to meet the rigorous demands of chemical industries. Some of the key features include:
- Precision Material Flow ControlThe valve regulates the controlled discharge of powder and granular chemicals from silos, hoppers, or cyclones into conveying systems, ensuring consistent process flow.
- Airlock FunctionalityThe design creates an effective seal between high-pressure and low-pressure zones in pneumatic conveying systems, preventing unwanted air leakage and maintaining system efficiency.
- Robust ConstructionOur valves are fabricated using durable materials such as stainless steel and cast iron, ensuring long-term reliability even in corrosive chemical environments.
- High Temperature and Pressure CompatibilityRotary valves can operate in systems handling high temperatures and pressure differentials while maintaining optimal sealing performance.
- Custom EngineeringMukti Enterprises offers customized configurations, rotor designs, and sealing options to suit specific chemical processing requirements.
Applications of Rotary Airlock Valves in the Chemical Industry
Rotary Airlock Valves are widely used across multiple chemical processing operations. They play a vital role in handling powdered chemicals, pigments, fertilizers, polymers, and other bulk materials.
- Pneumatic Conveying SystemsThe valves regulate the feeding of chemical powders into pneumatic conveying pipelines without losing pressure efficiency.
- Dust Collection SystemsInstalled under bag filters or cyclones, rotary airlock valves discharge collected dust while maintaining the sealed environment required for efficient filtration.
- Silo and Hopper DischargeThese valves control the discharge of stored chemicals from silos into processing or packaging systems.
- Chemical Powder HandlingThey enable the safe transfer of fine powders such as pigments, dyes, catalysts, and specialty chemicals without contamination.
- Batch Processing and Mixing UnitsRotary valves feed measured quantities of materials into reactors, mixers, or blenders to maintain process accuracy.
These applications highlight why rotary airlock valves are considered a critical component in chemical manufacturing and bulk material handling systems.
Benefits of Using Rotary Airlock Valves for Chemicals
Industrial chemical processes require equipment that guarantees safety, consistency, and efficiency. Rotary Airlock Valves offer several advantages that make them indispensable in modern plants.
- Improved Process EfficiencyBy maintaining a constant material feed and preventing pressure loss, rotary valves ensure uninterrupted system operation.
- Enhanced SafetyThe airlock mechanism prevents dust leakage and minimizes the risk of contamination or explosion hazards in chemical plants.
- Accurate Material MeteringThese valves allow precise control of material flow, which is essential for maintaining product quality in chemical production.
- Reduced Maintenance RequirementsHeavy-duty construction and wear-resistant coatings increase the service life of the valve components.
- Energy EfficiencyBy preventing air loss in pneumatic conveying systems, rotary airlock valves reduce energy consumption and improve system efficiency.
Technological Advancements in Rotary Airlock Valves
With the increasing demand for high-efficiency industrial equipment, rotary airlock valve technology has evolved significantly. Mukti Enterprises integrates modern engineering advancements to enhance performance and durability.
- Smart Design and EngineeringAdvanced rotor designs, optimized clearances, and precision machining reduce air leakage and improve sealing performance.
- Corrosion-Resistant MaterialsThe use of stainless steel and specialized coatings ensures compatibility with aggressive chemicals and abrasive materials.
- Explosion-Proof DesignsIn industries dealing with combustible dust, explosion-proof rotary valves act as isolation devices that help prevent flame propagation in the system.
- Quick-Clean MechanismsNew designs allow faster cleaning and maintenance, which is especially useful for plants that frequently change chemical products.
- Integration with Automated SystemsModern rotary airlock valves can be integrated with automated control systems for better process monitoring and operational efficiency.
Future of Rotary Airlock Valves in the Chemical Industry
The future of rotary airlock valves is closely linked to advancements in automation, sustainability, and smart manufacturing. As chemical industries continue to expand, the need for reliable material handling systems will grow significantly.
- Increased AutomationIndustry 4.0 technologies will allow rotary airlock valves to be integrated with smart sensors and monitoring systems for predictive maintenance.
- Energy-Efficient SystemsFuture designs will focus on minimizing energy losses in pneumatic conveying systems.
- Advanced Material EngineeringDevelopment of new alloys and wear-resistant coatings will improve durability and chemical resistance.
- Environmentally Friendly OperationsRotary airlock valves will continue to play a major role in reducing dust emissions and maintaining pollution control standards.
At Mukti Enterprises, we are committed to continuous innovation and technological improvement to meet the evolving needs of the chemical industry.
Why Choose Mukti Enterprises?
Mukti Enterprises stands as a trusted manufacturer and supplier of high-quality industrial valves and material handling equipment. Our rotary airlock valves are designed with precision engineering and strict quality control to deliver reliable performance in demanding chemical applications.
- Industry-Focused Engineering Solutions
- Durable and Corrosion-Resistant Valve Construction
- Customized Designs for chemical processing plants
- High-Efficiency Sealing and Flow Control
- Reliable After-Sales Service and Technical Support
Our commitment to quality, innovation, and customer satisfaction enables us to provide advanced solutions that enhance productivity and operational safety.
Conclusion
Rotary Airlock Valves are essential components in modern chemical processing industries. They ensure precise material handling, maintain pressure integrity in conveying systems, and contribute to efficient and safe plant operations.
With extensive expertise and advanced manufacturing capabilities, Mukti Enterprises delivers reliable rotary airlock valves that meet the demanding requirements of chemical plants. From improved material flow control to enhanced operational safety and future-ready designs, our solutions are built to support the evolving needs of the industry.
As chemical manufacturing continues to expand globally, rotary airlock valves will remain a key technology for efficient, safe, and sustainable industrial operations.




Get Best Quote From Mukti Enterprises
Rotary Airlock Valve
- Reduced air leakage
- Heavy duty metal construction
- Easy installation and replacements.
- Minimizes air losses


