

Rotary Airlock Valve for Pharmaceuticals by Mukti Enterprises
In the modern pharmaceutical industry, precision, hygiene, and process efficiency are essential factors that determine the quality of finished products. Pharmaceutical manufacturing involves handling delicate powders, granules, and active ingredients that must be transferred through different stages of production without contamination or loss. One of the most reliable components used in such processes is the Rotary Airlock Valve.
At Mukti Enterprises, we specialize in manufacturing high-performance Rotary Airlock Valves designed specifically for pharmaceutical applications. Our solutions are engineered to ensure smooth material flow, maintain airtight sealing between pressure zones, and support safe, hygienic powder handling. With advanced engineering and high-grade materials, Mukti Enterprises delivers valves that meet the strict requirements of pharmaceutical manufacturing facilities.
Understanding Rotary Airlock Valves in Pharmaceutical Processes
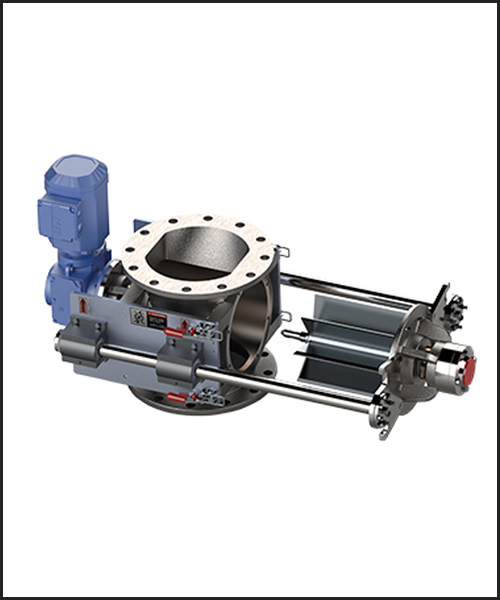
A Rotary Airlock Valve is a mechanical device used to regulate the controlled discharge of powders or granular materials from hoppers, silos, cyclones, or pneumatic conveying systems. It maintains an airtight seal while allowing continuous material transfer between areas with different pressure conditions.
The valve typically consists of a rotor with multiple vanes rotating inside housing. As the rotor turns, it collects material in pockets and discharges it gradually into the next stage of the process. This design ensures precise metering, prevents air leakage, and allows uninterrupted production flow.
In pharmaceutical facilities where powders must remain sterile and contamination-free, rotary airlock valves play a crucial role in maintaining system integrity and operational efficiency.
Rotary Airlock Valves Designed by Mukti Enterprises
At Mukti Enterprises, our rotary airlock valves are developed with advanced manufacturing technology and strict quality standards to support pharmaceutical processing environments.
Key design characteristics include:
- Stainless Steel Construction (SS304 / SS316) for hygienic applications
- Precision-machined rotors for minimal air leakage and smooth operation
- Sanitary surface finishes suitable for GMP environments
- Easy cleaning and maintenance designs for pharmaceutical hygiene compliance
- Continuous operation capability for high-volume production lines
Our valves are engineered to support powder transfer systems used in tablet manufacturing, capsule filling, ingredient dosing, and bulk pharmaceutical production.
Applications of Rotary Airlock Valves in Pharmaceuticals
Rotary Airlock Valves are widely used in different pharmaceutical processing stages where powder handling and air pressure control are critical.
- Powder Transfer SystemsPharmaceutical powders such as excipients, APIs, and granulated materials need precise and contamination-free transfer. Rotary airlock valves regulate the flow from storage silos or hoppers to pneumatic conveying systems.
- Tablet and Capsule ProductionDuring tablet compression and capsule filling processes, powders must be fed consistently. Rotary valves ensure uniform feeding without fluctuations in flow.
- Dust Collection SystemsPharmaceutical manufacturing produces dust particles during mixing, granulation, and packaging. Rotary airlock valves discharge collected dust from bag filters or cyclones without allowing air leakage.
- Bulk Material HandlingRotary valves assist in transferring bulk pharmaceutical ingredients from storage units to processing equipment.
- Pneumatic Conveying SystemsThese valves act as feeding devices for conveying powders through pipelines under pressure or vacuum while maintaining system efficiency.
Industries beyond pharmaceuticals—such as food, chemicals, and mineral processing—also use these valves for powder and granule handling.
Benefits of Rotary Airlock Valves for Pharmaceutical Manufacturing
Implementing high-quality rotary airlock valves offers several operational advantages in pharmaceutical production facilities.
- Accurate Material Flow ControlRotary airlock valves ensure consistent metering of powders and granules, helping maintain process accuracy and batch consistency.
- Airtight System IntegrityThe valve design minimizes air leakage between pressure zones, improving pneumatic conveying efficiency and preventing product loss.
- Hygienic OperationPharmaceutical-grade valves made from stainless steel and polished surfaces help maintain strict hygiene standards required by regulatory authorities.
- Continuous ProductionRotary valves allow uninterrupted material discharge, enabling pharmaceutical plants to operate continuously without process delays.
- Reduced Contamination RiskBy maintaining controlled material transfer, these valves prevent external contamination and preserve product quality.
- Long Operational LifeDurable construction and precision engineering ensure reliable performance even under continuous operation.
- Easy MaintenanceModern rotary valves are designed with removable rotors and access panels that simplify cleaning and inspection.
Technological Advancements in Rotary Airlock Valves
Over the years, rotary airlock valve technology has evolved significantly to meet the strict standards of industries like pharmaceuticals.
- Sanitary Hygienic DesignsModern rotary valves are manufactured with smooth internal surfaces and stainless steel bodies to comply with GMP, FDA, and pharmaceutical sanitation requirements.
- Quick-Clean MechanismsAdvanced designs allow rotors to be removed easily for cleaning and inspection, reducing downtime between production batches.
- Improved Sealing TechnologyPrecision machining and advanced sealing materials reduce air leakage and enhance operational efficiency.
- Wear-Resistant ComponentsSpecial coatings and hardened rotor blades improve durability when handling abrasive powders.
- Explosion-Proof DesignsCertain rotary valves are developed with ATEX certification to prevent dust explosion risks in sensitive environments.
These innovations help pharmaceutical manufacturers achieve safer, cleaner, and more efficient production processes.
Why Pharmaceutical Manufacturers Trust Mukti Enterprises?
Mukti Enterprises has built a reputation for delivering reliable industrial components designed for demanding environments. Our rotary airlock valves are manufactured using advanced fabrication techniques and strict quality control processes.
- Extensive expertise in powder handling systems
- Custom-engineered solutions for pharmaceutical plants
- High-precision machining and fabrication capabilities
- Compliance with industry hygiene standards
- Durable and corrosion-resistant materials
- Technical support and long-term service reliability
Our team works closely with pharmaceutical manufacturers to understand their production requirements and deliver solutions that enhance operational efficiency.
The Future of Rotary Airlock Valves in the Pharmaceutical Industry
The pharmaceutical industry continues to evolve with increasing automation, stricter regulatory standards, and higher production demands. Rotary airlock valves will play an even greater role in future pharmaceutical processing systems.
- Integration with Automated SystemsFuture rotary valves will integrate with automated material handling and smart control systems to improve process accuracy.
- Smart Monitoring TechnologySensors and digital monitoring will enable real-time performance tracking and predictive maintenance.
- Higher Hygiene StandardsAdvanced sanitary designs will continue to improve to meet stricter global pharmaceutical regulations.
- Energy-Efficient OperationsImproved sealing and optimized rotor designs will reduce energy consumption in pneumatic conveying systems.
- Custom Solutions for Specialized DrugsWith the growth of biotechnology and high-value drugs, customized rotary valves will become essential for handling sensitive pharmaceutical materials.
Conclusion
Rotary Airlock Valves are essential components in pharmaceutical manufacturing, enabling precise powder handling, airtight material transfer, and hygienic production processes. Their ability to regulate material flow while maintaining pressure integrity makes them indispensable in modern pharmaceutical plants.
At Mukti Enterprises, we combine engineering expertise, advanced manufacturing techniques, and industry knowledge to provide reliable rotary airlock valve solutions for pharmaceutical applications. Our commitment to quality and innovation ensures that pharmaceutical manufacturers receive durable, efficient, and hygienic equipment that supports their production goals.
As the pharmaceutical industry continues to grow and adopt advanced technologies, Mukti Enterprises remains dedicated to delivering high-performance rotary airlock valves that meet the evolving needs of modern manufacturing.



Get Best Quote From Mukti Enterprises

Rotary Airlock Valve
- Reduced air leakage
- Heavy duty metal construction
- Easy installation and replacements.
- Minimizes air losses


