

Rotary Airlock Valve for Pneumatic Conveying by Mukti Enterprises
In modern industrial processes, the efficient movement of bulk materials plays a critical role in maintaining productivity and process consistency. Industries such as food processing, chemicals, cement, pharmaceuticals, plastics, and minerals rely heavily on pneumatic conveying systems to transport powders, granules, and pellets safely and efficiently. One of the most important components that ensure the smooth functioning of these systems is the Rotary Airlock Valve.
At Mukti Enterprises, we specialize in designing and supplying high-performance Rotary Airlock Valves for pneumatic conveying systems. Built with precision engineering and durable materials, our valves ensure controlled material flow, minimal air leakage, and long-term reliability even in demanding industrial environments.
This article explores the importance of rotary airlock valves, their working principles, applications, benefits, technological advancements, and their future role in the industry.
Understanding Rotary Airlock Valve in Pneumatic Conveying
A Rotary Airlock Valve is a mechanical device used to control the flow of bulk materials while maintaining pressure differences between two sections of a system. In pneumatic conveying, materials are transported through pipelines using pressurized air or gas, and maintaining the correct pressure balance is essential for efficient operation.
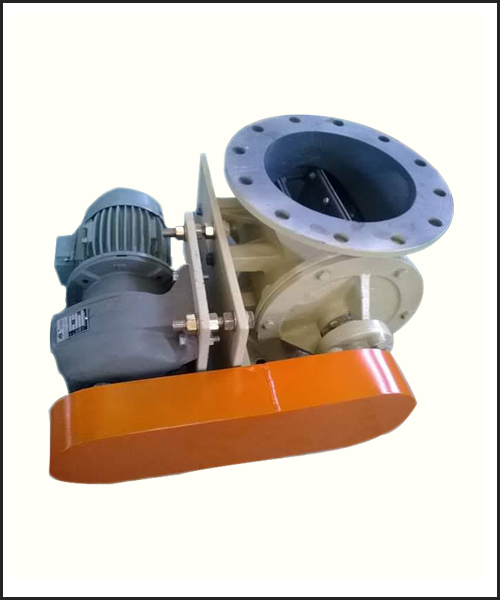
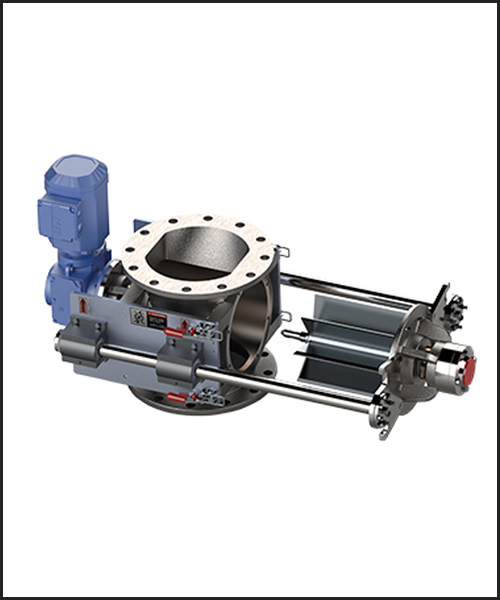
The rotary valve consists of a rotor with multiple vanes housed inside a casing. Bulk material enters through the inlet and fills the pockets between the rotor blades. As the rotor rotates slowly, these pockets carry the material to the outlet where it is discharged into the conveying line.
This mechanism allows the valve to:
- Feed material continuously into the conveying system
- Maintain pressure integrity between high-pressure and low-pressure zones
- Prevent air leakage while ensuring steady material flow
Because of this dual function of material feeding and air sealing, rotary airlock valves are considered a backbone component of pneumatic conveying systems.
How Rotary Airlock Valves Work
A well-designed rotary airlock valve operates through a simple yet highly effective mechanism:
- Material Entry – Bulk materials from a silo, hopper, cyclone, or dust collector enter the valve through the inlet opening.
- Rotor Pocket Filling – The rotor pockets fill with the incoming material.
- Controlled Rotation – A motor drives the rotor at a controlled speed, typically between 5 and 26 RPM in many systems.
- Material Discharge – As the rotor rotates, the filled pockets move downward and release the material into the pneumatic conveying line.
- Airlock Function – Tight clearances between rotor and housing prevent unwanted airflow between sections of the system.
This continuous process ensures that the conveying system receives a steady and controlled supply of material without pressure loss.
Key Features of Rotary Airlock Valves by Mukti Enterprises
At Mukti Enterprises, our rotary airlock valves are engineered to deliver maximum efficiency and reliability. Some of the key design features include:
- Heavy-duty construction using cast iron, mild steel, or stainless steel
- Precision machined rotors with multiple vanes for uniform material feeding
- Wear-resistant sealing systems to reduce air leakage
- Compact design for easy installation in pneumatic conveying lines
- Customizable rotor configurations depending on material characteristics
- Low maintenance design for long service life
These features ensure that our equipment operates efficiently across diverse industrial conditions.
Applications of Rotary Airlock Valves
Rotary airlock valves are widely used across many industries that handle bulk solids and powders. Their versatility allows them to support various processes such as feeding, metering, and dust discharge.
- Pneumatic Conveying SystemsRotary valves are commonly used to feed materials from silos or hoppers into pneumatic conveying pipelines while preventing air leakage.
- Dust Collection SystemsThey are installed below bag filters or dust collectors to discharge collected dust while maintaining system pressure.
- Cyclone Separator DischargeRotary valves regulate material discharge from cyclones without disturbing the airflow balance.
- Silo and Hopper FeedingThey provide controlled discharge of bulk materials from storage units into downstream equipment.
- Mixing and Batching OperationsBy controlling rotor speed, rotary valves can meter exact quantities of powders or granules during mixing or batching processes.
Industrial Sectors Using Rotary Airlock Valves
Due to their adaptability, rotary airlock valves are widely used in several industries including:
- Food processing and grain handling
- Pharmaceutical manufacturing
- Cement and construction materials
- Chemical processing plants
- Plastic and polymer industries
- Mining and mineral processing
- Biomass and energy generation
These industries rely on rotary valves to maintain safe and efficient material transfer.
Benefits of Rotary Airlock Valves
Rotary airlock valves offer numerous operational advantages in pneumatic conveying systems.
- Pressure Control and System EfficiencyThe airlock function prevents air from escaping or entering unwanted areas, maintaining system pressure and improving efficiency.
- Reduced Air LeakagePrecise clearances between rotor and housing minimize air leakage, helping conserve energy and maintain conveying performance.
- Continuous and Controlled Material FlowThe rotor pockets provide accurate metering, ensuring steady material feeding and preventing blockages.
- Versatility in Material HandlingRotary valves can handle powders, pellets, granules, and even abrasive materials across multiple industries.
- Low Maintenance and Long Service LifeDurable materials and robust design reduce wear and minimize downtime.
- Improved Process ReliabilityBy maintaining consistent material feeding, rotary valves help stabilize industrial processes and improve product quality.
Technological Advancements in Rotary Airlock Valves
With increasing industrial automation and process efficiency requirements, rotary airlock valve technology has evolved significantly.
- Smart Monitoring SystemsModern valves integrate sensors that monitor rotor speed, vibration, and wear to predict maintenance needs.
- Advanced Sealing TechnologyImproved sealing materials and tighter tolerances minimize leakage and increase operational efficiency.
- Wear-Resistant MaterialsSpecial coatings and high-strength alloys enhance resistance to abrasion and corrosion.
- Hygienic and Quick-Clean DesignsFood and pharmaceutical industries now use quick-clean rotary valves that allow easy disassembly and cleaning to maintain hygiene standards.
- Explosion ProtectionSome rotary valves are designed to act as explosion barriers in dust-sensitive environments.
At Mukti Enterprises, we continually adopt these technological improvements to deliver next-generation material handling solutions.
The Future of Rotary Airlock Valves in Industry
As industries move toward greater automation and efficiency, the demand for advanced rotary airlock valves will continue to grow.
- Industry 4.0 IntegrationFuture systems will integrate rotary valves with digital monitoring platforms for predictive maintenance and real-time performance tracking.
- Energy-Efficient DesignsManufacturers are focusing on designs that reduce power consumption while maintaining high conveying efficiency.
- Smart Material Handling SystemsRotary valves will become an integral part of fully automated bulk handling systems with intelligent control mechanisms.
- Customization for Specialized IndustriesIndustries like pharmaceuticals and specialty chemicals will require highly customized valves with strict hygiene and safety standards.
Mukti Enterprises aims to stay at the forefront of these innovations by continuously upgrading our manufacturing processes and engineering capabilities.
Conclusion
Rotary Airlock Valves are a vital component in pneumatic conveying systems, ensuring smooth material transfer while maintaining system pressure and efficiency. Their ability to provide controlled feeding, minimize air leakage, and operate reliably under demanding conditions makes them indispensable across a wide range of industries.
At Mukti Enterprises, we are committed to delivering high-quality Rotary Airlock Valves that combine durability, precision engineering, and modern technology. Our solutions are designed to enhance productivity, improve process efficiency, and support the evolving needs of industrial material handling systems.
As industries continue to grow and adopt advanced automation technologies, rotary airlock valves will remain a key element in achieving efficient and reliable pneumatic conveying operations.




Get Best Quote From Mukti Enterprises
Rotary Airlock Valve
- Reduced air leakage
- Heavy duty metal construction
- Easy installation and replacements.
- Minimizes air losses


